深圳银柯精密工业有限公司
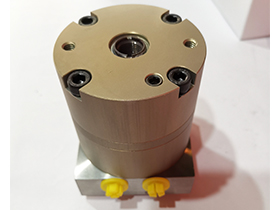
油缸是液压传动系统的执行元件,是将液压能量转换为机械能的能量转换装置。液压马达实现连续旋转运动,液压缸实现往复运动。液压缸的结构形式包括活塞缸、柱塞缸、摆动缸、活塞缸和柱塞缸往复直线运动、输出速度和推力、摆动缸往复摆动、输出角速度(转速)和转矩。油缸除了单独使用外,还可以在两个以上的地方组合或与其他机构组合使用。完成特殊功能。液压缸结构简单,工作可靠,油缸在机床液压系统中得到了广泛的应用。
油缸的缓冲装置是怎样?
在液压系统中,使用液压缸驱动具有一定质量的机构,当液压缸移动到冲程末端时,具有很大的动能。例如,如果没有进行减速处理,液压缸活塞和气缸盖就会机械碰撞,产生冲击、噪音和破坏性。为了缓解和防止这种危险,可以在液压电路上设置减速装置,或者在气缸内设置缓冲装置。
油缸的加工是如何进行?
油缸是液压缸、矿用单体支柱、液压支架、炮管等产品的主要部件,加工质量的好坏直接影响到整个产品的寿命和可靠性。气缸加工要求高,内部表面粗糙度要求为Ra0.4~0.8um,对同心度、耐磨性要求严格。缸的基本特点是深孔加工,其加工一直困扰着加工人员。
使用滚动加工时,表面层上仍存在表面残余压力应力,有助于表面小裂纹的闭合,妨碍侵蚀作用的扩张。因此,可以提高表面防腐能力,延缓疲劳裂纹的发生或扩张,提高气缸疲劳强度。通过滚压成型,滚压表面形成冷硬化层,减少磨削辅助接触表面的弹性和塑性变形,提高气缸内壁的耐磨性,防止磨削引起。滚动后,表面粗糙度值减少,拟合特性得到改善。
气缸是工程机械最重要的部件,传统的加工方法是气缸体——信息环块3354研磨气缸。滚动方法为气缸体——信息圈块——滚动块,过程为3部分,但时间对比:研磨块1米约为1-2天,滚动块1米约为10-30分钟。投入对比:研磨机或绛轧机(数万3354百万)、滚筒(1千3354万)。轧制后,孔表面粗糙度从糖辊Ra3.2~6.3um减少到Ra0.4~0.8um,孔的表面硬度增加约30%,圆筒内表面疲劳强度增加25%。油缸的寿命只考虑缸的影响,其效率为2 ~ 3倍,镗滚工艺效率为研磨工艺的3倍左右。上述资料表明,轧制工艺高效,可大大提高缸内表面质量。油缸滚动后表面没有锋利的小刀片,长时间的运动摩擦也不会损坏密封或密封条,这一点在液压行业尤为重要。
")